

Welding metals have evolved over the years, with new techniques and technologies being developed to achieve specific metal joining requirements.
When choosing a specific metal welding technique, you should consider both merits and demerits according to the application at hand.
Today’s guide will focus on the TIG welding technique.
Therefore, if you’re planning to use the TIG welding technique, these FAQs will help you evaluate whether the process is suitable or not.
- What is TIG Welding?
- Is TIG Weldingthe same as Heliarc Welding?
- What is Autogenous Welding?
- What is the function of Inert Gas in TIG Welding?
- Which Materials are Suitable for TIG Welding?
- Which Gases can you use during Tungsten Inert Gas Welding?
- What are the Advantages of Gas Tungsten Arc Welding over other Techniques?
- Are there Drawbacks of the TIG Welding Technique?
- How do you Select TIG Welding Machine?
- Which Electrodes can you use in TIG Welding?
- What are the Tungsten Inert Gas Welding Safety Tips?
- What is the difference between TIG and GTAW?
- How does TIG Welding Work?
- What is the difference between Manual TIG Welding and Automatic TIG Welding?
- What is the difference between MIG Welding and TIG Welding?
- What are the Applications of TIG Welding?
- What are the Advantages of Pulsed Current Gas Tungsten Arc Welding?
- What is High Frequency Start in TIG Welding?
- How Long should TIG Shielding Gas Flow?
- Can you TIG Weld without a Shielding Gas?
- Apart from Heliarc Welding, Which other Types of Metal Welding Techniques are there?
- What causes Pin Holes in TIG Welding?
- Can you TIG Weld Mild Steel with Argon as Shielding Gas?
- Does TIG Welding produce stronger Joints?
- Is it Possible to Weld with 100% Pure Argon using GTAW?
- What are the Requirements for Scratch Start in TIG Welding?
- Can you use Water as Coolant during TIG Welding?
- What are the Most Common Problems during TIG Welding Process?
What is TIG Welding?
Tungsten inert gas weldingis also referred to as gas tungsten arc welding (GTAW).
It is a special type of welding technique that involves the use of a non-consumable tungsten electrode to form high-quality welds when joining two metal surfaces.
During the TIG welding process, welders use helium or argon as inert shielding gases.
These inert shielding gases protect the welded section from possible contamination from the surrounding environment.
The non-consumable tungsten electrode in the TIG welding does not melt.
Is TIG Weldingthe same as Heliarc Welding?
Yes, it is.
When this welding technique was first perfected in 1941 by Russell Meredith, it was called Heliarc welding.
It was because the process depended on the use of helium as a shielding gas and, of course, a tungsten electrode arc.
However, with the need to make the Heliarc welding process more efficient and reliable, welders began to use argon as the inert gas.
With argon, you need less flow rate since it is heavier than helium.
Consequently, it makes argon a suitable option for flat welding.
On the other hand, helium is commonly used in overhead welding since it lighter.
Although some people still use the name Heliarc welding, the process is commonly known as gas tungsten welding (GTAW) or tungsten inert gas welding (TIG).
Today, argon is commonly used as an inert gas in Heliarc welding due to its stability and smoother surface finish.

Heliarc welding – Photo courtesy: Wikimedia
What is Autogenous Welding?
It is a type of fusion welding technique where you don’t have to apply an external filler material.
What is the function of Inert Gas in TIG Welding?
The inert gas protects the material you are welding from possible contamination or oxidation.
This results in high quality and smooth welded surfaces.
Initially, helium was a popular inert gas in the Heliarc welding process.
However, today argon has replaced helium in most Heliarc welding processes.
Which Materials are Suitable for TIG Welding?
Although TIG welding is a versatile technique, it is suitable for:
i. Thin sections of metals
ii. Non-ferrous metals such as copper, magnesium and aluminum alloys
iii. Stainless steel
Which Gases can you use during Tungsten Inert Gas Welding?
You can choose any of the following gases during tungsten inert gas welding:
i. Pure Argon Gas
It is a popular inert gas during the tungsten inert gas welding process.
You can use argon with any metal.
Furthermore, it guarantees effective shielding, produces concentrated and narrow arc; hence, you can get high-quality weld.
ii. Mixing Argon Gas and Helium Gas
For hotter welds, you should choose a combination of argon and helium.
It is because this mixture increases the amperage.
You can use a combination of argon gas and helium gas on virtually all metals except steel.
iii. A mixture of Argon and Hydrogen
When welding stainless steel, you may wish to increase the heating capacity while ensuring the weld penetrates deep into the material.
In such cases, you should go for argon gas with no more than 5% hydrogen.
What are the Advantages of Gas Tungsten Arc Welding over other Techniques?
Some of the main reasons why GTAW is common are:
i. Welders have greater control over the entire welding process – they can easily control quality including the surface finish
ii. It is easier to obtain high quality and clean welds
iii. Welded joints are stronger and reliable
iv. It can weld a range of metal alloys
Are there Drawbacks of the TIG Welding Technique?
Yes, like any other metal welding technique, there are instances where TIG welding may not be appropriate.
The main drawback of gas tungsten arc welding include:
- TIG welding is a complex process that requires extensive training to master
- The process is relatively slow than other welding techniques
How do you Select TIG Welding Machine?
Choose high quality and reliable machines will guarantee a high-quality finish.
Below are critical aspects to consider when choosing the TIG welding machine:
· How Machine Starts Arc
You can choose any of the following options:
- HF Starting – With this technique, you can start the arc without the tungsten touching material you want to weld. It is an important feature more so where there is a high risk of contaminating the tungsten.
- Scratch Starting – Although it is not common in most inverter type machine, you can still find a few models in the market. Here, the machine depends on the transformer for arc starting.
- Lift Starting – Once the tungsten touches the material you intend to weld, it will ignite once you lift it from the workpiece. It is also a popular arc starting mechanism in inverter machines.
· DC-AC Welding Options
When it comes to the TIG welding process, you can choose two modes depending on the material you want to weld.
Therefore, the first criterion is to know the type of material you intend to weld.
It implies you should choose a machine you can convert from DC to AC.
Today, most TIG welding machines have inverters.
Depending on the type of material, you should note the following:
- When handling magnesium and aluminum alloys, you should use alternating current (AC) TIG welding machine
- For all metals except magnesium and aluminum alloys, direct current (DC) TIG welding machine will work
· How Machine Delivers Inert Gas
You can choose the TIG welding machine with in-built gas valves.
You can program such machines using a timer system.
Alternatively, you can choose the TIG welding machine without an in-built gas delivery system.
In such a situation, the machine should have a manually operated valve on the torch.
· Remote Control for the TIG Welding
Depending on the type of machine you want to use, there are:
- Remote control
- Remote torch trigger control
- Remote torch trigger
- Current control or,
- Remote foot control of arc starts and current.
· Duty Cycle of TIG Welding Machine
You will know how long the TIG welding machine will work for an extended period.
· Features of AC Arc Welding
In most cases, you can vary the frequency from 30 to 150 Hz.
Therefore, depending on the task at hand, you should be able to balance the frequency and positive to a negative cycle.
Which Electrodes can you use in TIG Welding?
You can choose any of the following electrodes for TIG welding process:
i. Pure tungsten electrode – Suitable for magnesium and aluminum alloys due to the stability of the arc and cost-effectiveness
ii. Ceriated electrodes – When you are dealing with intricate parts, projects that require low amperage and small parts with DC supply, then use Ceriated electrodes.
iii. Ziroconiated electrodes –These electrodes are resistant to contamination and suitable for AC welding.
iv. Thoriated electrode – It is durable than pure tungsten electrodes. However, when using these electrodes, there should be sufficient ventilation.
v. Rare-earth electrodes – It is suitable for both DC and AC projects. They are also stable and durable.
vi. Lanthanated electrodes – Can work with both AC and DC machines. They can also work on low currents.
What are the Tungsten Inert Gas Welding Safety Tips?
Whenever you’re opting for tungsten inert gas welding, you should consider the following safety measures:
- You must have appropriate safety gear – These should include aprons, goggles, jackets, boots, helmets, etc. This will protect your body from burns.
- The working area should be well ventilated to allow for the free circulation of air
- Check whether the welding machine is in good working condition and has been grounded properly
- The working area should be free from water or moisture to avoid chances of electric shock
- The surface you intend to weld should be free from any form contaminants
- Choose appropriate electrical configurations
What is the difference between TIG and GTAW?
TIG welding refers to tungsten inert gas welding, while GTAW refers to gas tungsten arc welding.
However, the two processes are the same.
Also, GTAW is a common term commonly used by the American Welding Society.
How does TIG Welding Work?

TIG Welding
Joining metals in TIG welding is due to the heat produced between the work (metal you’re joining) and the non-consumable tungsten electrode.
You will also apply a shielding gas that will protect the section you’re welding from contaminants.
The contaminants can be in the form of oxygen or nitrogen, which can cause:
- Porosity
- Fusion defects
- Embrittlement
Remember, the choice of shielding gas will depend on the type of metal you want to TIG weld.
The shielding gas will protect:
- Heated area during the TIG welding process
- Tungsten electrode
- Molten metal
Depending on the type of welding process at hand, you may decide to use a filler material or not.
In the GTAW technique, you will melt two metals together to form a joint without using filler metal.
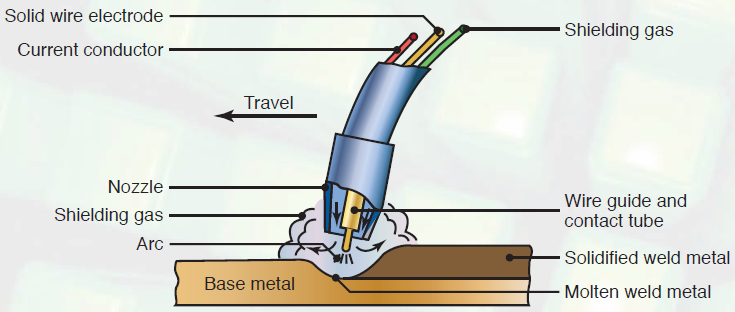
During the TIG welding process, you will put the tungsten electrode in a TIG torch.
It is the TIG torch that will produce the arc.
The arc is as a result of electrical current passing through the non-consumable tungsten electrode.
During the welding process, the shielding gas flows from a compressed system onto the welding area.
In most cases, you can use your two hands, where one will hold the TIG torch while the other will have filler metal.
After cleaning the metal surface you intend to weld, you will switch on the TIG welding machine.
Depending on the design of the machine, you can turn on the gas from the TIG torch.
The shielding gas will begin to flow, thereby protecting the area you want to weld.
Hold the TIG torch just above the section you want to weld.
The distance between the TIG torch and joint you want to weld should be such that there is no direct contact between the two.
Next, you should press the foot pedal, the torch will touch the electrode, and it will start producing an arc.
The arc will melt the two metals you intend to join, thereby forming a puddle of metal.
You can then fill the joint manually by inserting the welding wire into the arc.
Consequently, it will produce a perfect joint between the two metals.
Figure 3 TIG Welding process – Photo credits: Wikimedia
What is the difference between Manual TIG Welding and Automatic TIG Welding?
Manual TIG welding is suitable for small and thin materials. During this process, you can introduce filler material mechanically or manually.
In most cases, manual TIG welding is suitable for small scale welding applications.
Automatic TIG welding is suitable for large scale production. Here, both the filler material (if being used) and TIG are guided automatically during the welding process.
What is the difference between MIG Welding and TIG Welding?
The differences are:
|
MIG Welding |
TIG Welding |
| It refers to a metal inert gas (MIG) welding, metal active gas (MAG) welding or gas metal arc welding (GMAW) |
It refers to Heliarc welding, tungsten inert gas (TIG) or gas tungsten arc welding (GTAW) |
|
Uses consumable electrode |
Uses non-consumable electrode |
| Weld is not of very high quality |
Produces very high-quality welds |
|
Associated with a high deposition rate |
Associated with high deposition rates |
| Argon is commonly used as shielding gas |
Helium, nitrogen, oxygen or a mixture of these gases may be used |
|
A highly skilled welder may not be needed |
Requires highly skilled welder |
| The process is relatively fast that TIG welding |
Process slow than MIG welding |
|
The electrode can act as filler material since it melts |
The electrode does not act as filler material. Therefore, you need to supply the filler material separately. |
|
The base metal will determine the metallurgical composition of the electrode |
Most electrodes are made from tungsten and other alloying metals |
| Best for homogenous welding |
Best for autogenous welding, however, you can use it for homogeneous welding by using additional filler |
|
The electrode has a small diameter and longer length |
The electrode is short with larger diameter |
| The filler is deposited at a faster rate |
The filler is deposited at a slower rate |
Apart from these differences, MIG welding and TIG welding share some similarities such as:
i. Materials you intend to join using MIG welding or TIG welding should be conductive
ii. These are fusion welding processes that depend on an electric arc to join metals
iii. They use bare electrode
iv. You may require shielding gas that protects the material from contamination
MIG Welding
What are the Applications of TIG Welding?
You can use TIG welding to make a range of structural products such as electrical enclosures, door frames, window frames, tanks, etc.
TIG welding is suitable for most industrial fabrications, especially those that involve:
- Welding small diameter cross-sections
- Thin wall welding applications
Moreover, you should remember that TIG welding is suitable for:
- Stainless steel
- Non-ferrous material such as magnesium and aluminum alloys
Of course, you can use it for most metals except zinc and its alloys.
You can also use it to weld dissimilar metals.
However, you should choose an appropriate filler material.
What are the Advantages of Pulsed Current Gas Tungsten Arc Welding?
The main advantages of these processes include:
i. Allows for better control of weld pool
ii. There is a low heat input
iii. Reduces distortion on the workpiece
iv. Increases welding speed and weld penetration
What is High Frequency Start in TIG Welding?
With this feature, you don’t have to strike the workpiece to create an arc.
Once you activate the TIG torch, it will automatically create an arc as long as the distance between the work and electrode is about 1 inch.
It achieved through a moment of high pressure and voltage that “jumps” the gap between the workpiece and electrode.
How Long should TIG Shielding Gas Flow?
The shielding gas should start flowing just before you start welding.
It should continue to flow during TIG welding.
Then it should continue after you have stopped welding.
Through this, it will completely protect the welded surface from any form of contamination.
Can you TIG Weld without a Shielding Gas?
No.
Without a shielding gas, the non-consumable tungsten will burn while you will contaminate the weld.
Besides, the welding will not penetrate the workpiece.
Apart from Heliarc Welding, Which other Types of Metal Welding Techniques are there?
Other types of metal welding techniques include:
- Plasma arc welding
- Gas metal arc welding
- Gas tungsten arc welding
- Atomic hydrogen welding
- Stick shielded metal arc welding
- Energy beam welding
- Flux-cored arc welding
What causes Pin Holes in TIG Welding?
They are due to contaminants such as water and dirt.
Hydrogen is a major factor here.
Therefore, whenever dissolved gases come from the weld pool, you’re likely to experience pinholes.
Can you TIG Weld Mild Steel with Argon as Shielding Gas?
Absolutely – You will use pure argon as shielding gas that will protect the weld pool from possible contamination.
Does TIG Welding produce stronger Joints?
Yes.
TIG welding produces accurate, clean, and strong weld than most welding techniques.
Is it Possible to Weld with 100% Pure Argon using GTAW?
You can use it on mild steel.
However, it will produce a narrow and deep weld.
Normally, it is not recommended for most TIG welding.
What are the Requirements for Scratch Start in TIG Welding?

TIG Welding
You use scratch start you will need the following:
- DC stick welder
- TIG torch that is cooled by air
- Flowmeter
- Cylinder argon
Can you use Water as Coolant during TIG Welding?
At times, the TIG torch may be too hot during the welding process.
In such situations, you may use a water-cooled TIG torch.
What are the Most Common Problems during TIG Welding Process?
Some of the most common problems during the TIG welding process include:
1. Gas does no Cover the Weld Properly
TIG welding depends on shielding gas to keep the surface free from any possible contaminants.
Normally, poor gas coverage is due to three main scenarios:
- Only a small quantity of gas flowing to the weld
- Excess shielding gas flowing to the weld
- Shielding gas is blown away
Whichever the case, any of the following procedures will help:
i. Ensure you are using the right composition of the gas
ii. Check whether there are any leakages on the hoses or joints
iii. Ensure you set the gas flow rate to the recommended values
2. Using Wrong Polarity During TIG Welding
You are likely to experience some defects if you don’t use the right polarity.
For instance, when you set the polarity of the machine to DCEN when working with aluminum, you will experience a lot of defects.
In such cases, you should set the polarity to AC when working with aluminum.
3. Grain like Substance in the Weld
First, ensure you are using the right filler material.
Two, you should clean the filler material to prevent any possibility of contaminants such as moisture or grease.
4. Lack of Proper Fusion during the TIG Welding Process
It is a phenomenon that can be due to the following:
- Feeding the filler in an inconsistent manner
- Torch being too far from the workpiece
- Using improper fittings, etc.
In such situations, reducing arc length will help increase penetration during the welding process.
You can opt for an inverter-based TIG welding machine since they offer better control of the arc.
5. Craters at the End of the Weld
When you remove the filler rod abruptly or reduce the welding power instantly, you are likely to experience craters.
By continuously feeding the filler material while reducing the current, you will eliminate craters.
Also, there are machines with crater control – such machines will help you have perfect TIG welds.
6. Inability to Control the Arch Length
You should keep the distance between the workpiece and electrode constant during the TIG welding process.
Remember, the length of the arc determines the voltage and quality of the weld.
7. Oxidation of the Weld Surface (Sugaring)
It normally occurs due to contamination.
Therefore, to prevent this, you should use argon to back purge.
Alternatively, you can also reduce the amperage of the weld.
8. Discoloration of the Work Piece
It is due to overheating which you can control by:
- Reducing the amperage
- Shorten arc length
- Increase the travel speed slightly
These are some of the most common challenges you will face during TIG welding.
You can easily avoid these by following the recommended instructions, removing dirt, and maintaining TIG welding machines.
For any challenges or questions on TIG welding, contact us now.